Отправим материал вам на e-mail
При хорошем оснащении становятся доступными сложные технологические процессы. Значительно упрощает обработку заготовок из древесины специализированное оборудование с электроприводом. Но приобретение его сопряжено со значительными инвестициями. Чтобы решить успешно такую задачу, следует изучить внимательно материалы данной статьи. Здесь рассказано о том, как самому создать функциональные станки по дереву для домашней мастерской.
Некоторые образцы самодельного оборудования по своим потребительским характеристикам ничем не хуже заводских изделий
Прежде чем приступить непосредственно к техническому оборудованию, следует сделать несколько общих замечаний по соответствующему специализированному помещению:
- Удобно, когда мастерская размещена в отдельном здании. Это подразумевает достаточный простор, отсутствие лишних беспокойств, возможность полноценного оснащения и другими инженерными системами.
- Если комната находится в , или цокольном этаже, ее надо хорошо изолировать от жилой зоны.
- Площадь стандартной мастерской не должна быть менее 6-7 м. кв. Высота – достаточная для свободного прохода и максимального уровня поднятого инструмента (от 2, 5 м и более).
- Здесь пригодятся качественные системы вентиляции, отопления, освещения. Каждую инженерную систему следует рассмотреть отдельно, чтобы исключить чрезмерные затраты в период эксплуатации.
- Необходимо убедиться в том, что электрической мощности достаточно для всех станков по дереву для домашней мастерской.
К сведению! Если в оборудовании есть электронные блоки, пригодятся специальные автоматы в цепи, предотвращающие повреждение бросками напряжения, защитное заземление. Надо обеспечить соответствие параметров сети характеристикам силовых агрегатов (220 V, одна фаза; 380 V, три фазы).


Применение такого источника снизит утомляемость, поможет сохранить хорошее зрение. Предпочтительно установить светодиодный прибор . Он не нагревает окружающее пространство, как обычная лампа накаливания. В отличие от газоразрядного аналога, его трудно повредить механическим воздействием.


Станки по дереву для домашней мастерской и специальные приспособления: основные определения, технологии изготовления
- Каждый станок предназначен для выполнения ограниченного набора рабочих операций с заготовками определенных размеров.
- Как правило, специализированная техника удобнее для работы по сравнению с универсальными моделями.
- Станок деревообрабатывающий своими руками будет сделать проще, если вначале составить точный список требований к его характеристикам. Чрезмерная мощность не обязательна. Необходимый крутящий момент можно обеспечить с применением редуктора.
- Аналогичным образом, установив соответствующий передаточный механизм, изменяют скорость вращения рабочего вала. Для более точной обработки пригодится плавная регулировка данного параметра в широком диапазоне.
- Чтобы сократить затраты, можно использовать в конструкции электромотор дрели с разбитым корпусом, иные рабочие части вышедшего из строя оборудования.
- Самые сложные механические и электронные узлы придется приобретать отдельно. Затраты на воспроизведение некоторых технологий в домашних условиях превосходят стоимость готовых изделий.
- Срок службы техники с электроприводом будет увеличен, если защитить ее от избыточных нагрузок. В частности, пригодится оснащение автоматикой, отключающей питание при перегреве двигателя.
Важно! Не следует пренебрегать вопросами техники безопасности. Приводные шкивы закрывают кожухами. Перед рабочими инструментами устанавливают листы из прозрачного пластика.

Для рационального использования свободного пространства пригодятся настенные и потолочные полки, крючки и специальные держатели. Точное место установки соответствующих выбирают с учетом особенностей технологических процессов, размещения станков и верстаков.


Статья по теме:
Наш обзор поможет вам подобрать и смастерить самодельные станки и приспособления для домашней мастерской, а также разобраться в технологии их изготовления.
Создание токарного станка по дереву для домашней мастерской
Технические параметры соответствующих изделий вместе с описаниями можно найти в сети Интернет.

Основной деталью является станина (1). К ней прикрепляют другие части изделия. Она обеспечивает не только целостность силового каркаса, но и хорошую устойчивость на поверхности. Столярный станок предназначен для обработки сравнительно легких заготовок, поэтому данную деталь вполне можно изготовить из древесины твердых пород.
В центральной части установлен суппорт с подставкой под ручной резец (2). Вместо нее может быть установлен держатель для жесткой фиксации инструмента. Заготовка закрепляется между передней (3) и задней (4) бабкой. Она вращается с помощью электромотора (6). Для изменения крутящего момента на оси в данной конструкции применяют ременную передачу и шкив (5). Суппорт и задняя бабка перемещаются по горизонтали по специальному валу (7), который установлен внутри станины.
Важно! Данные чертежи можно использовать для изготовления действующего станка. Следует только учитывать, что все размеры тут приведены в дюймах.
Этот проект вполне можно использовать для изготовления токарно-копировального станка по дереву своими руками. Следует только дополнить его специальным приспособлением, которое предназначено для последовательного создания одинаковых изделий.

Для его закрепления в нужном месте надо изготовить специальную подставку. В данном примере использована фанера 10 мм, из которой вырезана площадка с размерами 480×180 мм. Приведенные размеры можно изменять, с учетом реальных параметров . Отверстия в фанерке вырезают так, чтобы в них прошли крепежные болты, инструмент. Для жесткой фиксации по контуру площадки закрепляют шурупами деревянные бруски.

Такая конструкция привлекает простотой, доступностью составных частей, разумной стоимостью. Но надо отметить некоторые недостатки:
- Для перемещения фрезы придется использовать две руки. Это необходимо для создания достаточного усилия и предотвращения заклинивания.
- Минимальный радиус, по которому будут созданы изгибы деталей ограничен диаметром инструмента (фрезы).
- Чтобы обрабатывать заготовки из разных пород дерева необходима точная регулировка скорости вращения вала, а в данном примере такая возможность не предусмотрена.
Этот пример объясняет, что даже проверенную временем и практическим опытом конструкцию при внимательном изучении оборудования и технологического процесса получится усовершенствовать.
Самодельный токарный станок по дереву своими руками: видео с инструкцией и комментариями автора проекта
Как сделать недорогой самодельный токарный станок по дереву своими руками

С помощью этого комплекта по дереву своими руками сделать будет не сложно. Такую станину можно закрепить на деревянном, или металлическом основании. Точные параметры передней бабки подбирают с учетом габаритов и посадочных мест креплений двигателя. Более чем достаточно будет силовых параметров электромотора от . Для столярного оборудования такого типа хватит мощности от 250-300 кВт, если обеспечить ее передачу на вал с применением редуктора (шкива).

Последний пример надо изучить подробнее. Выбрав подходящий инструмент с электроприводом, можно получить необходимую мощность, скорость вращения. Стандартный патрон пригодится для надежного и быстрого закрепления заготовки. В современной технике такого вида предусмотрена защита от перегрева, попадания пыли внутрь корпуса. Тут установлены качественные переключатели, эффективная изоляция. Одного этого рисунка достаточно чтобы понять, как самому сделать токарный станок.
Изготовление резцов для токарного станка по дереву из подручных материалов


Подойдут напильники, пилы, гаечные ключи, другие изделия, созданные из инструментальной стали. Проще обрабатывать заготовки квадратной формы (в разрезе сечения). Следует убедиться в отсутствии трещин, иных дефектов, уменьшающих прочность. Для жесткой фиксации проходных резцов станок надо оснастить специальным держателем.
Важные компоненты для стационарной циркулярной пилы своими руками
В этом оборудовании важнейшие функции выполняет стол, поэтому его параметрам надо изучить с особым вниманием. В нем устанавливают с приводными механизмами, элементы цепи питания и управления. Он должен быть рассчитан на вес встроенных компонентов и деревянных заготовок. Надо не забывать, что в процессе эксплуатации возникнут статические и динамические нагрузки, вибрации.

При уточнении параметров станка надо учесть следующие факторы:
- Для этого оборудования мощность силового агрегата должна быть не менее 0,85 кВт.
- При расчете конструкции надо проверить высоту выступающей кромки диска. Она будет определять максимальную глубину пропила.
- Минимальная скорость вращения рабочего вала ограничена 1,5 тыс. оборотов в минуту. Желательно ее увеличить, чтобы в ходе выполнения рабочих операций не изменялся цвет деревянной заготовки.

Описание недорогой циркулярной пилы из болгарки своими руками
Как и в предыдущем примере, при создании такого станка можно упростить решение задачи с помощью стандартных электроинструментов.



Привод с режущим диском закрепляют на поворотном коромысле. Для облегчения физических усилий – устанавливают пружину, или противовес. Перемещение инструмента допустимо только в вертикальном направлении по дуге. Эта конструкция является мобильной. Ее можно устанавливать внутри помещений и на открытом воздухе на подходящем основании. При необходимости, болгарку можно демонтировать. Она закреплена винтовыми соединительными элементами на демпфирующей деревянной (резиновой) прокладке.


Станина для болгарки своими руками: чертежи, видео, алгоритм изготовления отдельных частей и сборка:
Преимущества и процесс создания простейшего фрезерного станка по дереву для домашней мастерской
Это оборудование используют для выемки пазов по заданным размерам и аккуратного сверления под разными углами. С его помощью можно быстро снять четверть, создать углубление заготовке определенной формы. Даже без подробного объяснения понятно, что такие возможности пригодятся хозяину частного дома. Остается разобраться с тем, как изготовить фрезерный самодельный станок по дереву. Будет ли такое решение экономически целесообразным, или выгоднее приобрести технику фабричного производства?
Ответ на поднятые вопросы можно дать после подробного изучения соответствующих конструкций.


В центральной части стола устанавливают силовой агрегат, который вращает фрезу. С помощью прижимов и других приспособлений обеспечивают фиксацию заготовки в нужном положении и перемещение ее по заданной траектории. Такое рабочее место оснащают системой оперативного пылеудаления.
Чтобы исключить ошибки в ходе реализации проекта, обратите внимание на отдельные параметры элементов конструкции:
- Стол для выполнения рабочих операций создают в стационарном исполнении. Его размеры и нагрузочные способности определят с учетом характеристик обрабатываемых образцов.
- Специалисты рекомендуют в нижние части опор установить винтовые регуляторы. С их помощью можно установить точное горизонтальное положение конструкции даже на поверхности с неровностями.
- Силовой каркас можно собрать из стальных труб (прямоугольных профилей). Для изготовления столешницы подойдет качественная и достаточно толстая древесно-стружечная плита. Тонкий лист металла будет вибрировать, что ухудшит точность обработки.
- Если выбрать двигатель мощностью 500-900 Вт, возможностей фрезы будет достаточно только для снятия тонких слоев, создания относительно небольших углублений.
- При установке силового агрегата 900-1900 Вт допустимо выполнение более сложных операций. Однако допустимы некоторые затруднения при обработке заготовок из древесины твердых пород.
- В мощные станки (более 2000 Вт) можно устанавливать фрезы любых типов. Такое оборудование относится к профессиональному уровню. Оно рассчитано на длительную эксплуатацию без перегрева мотора.
- Для изготовления монтажной пластины через которую двигатель прикреплен к столешнице, можно использовать лист из стеклотекстолита, металла.
- Чтобы обеспечить хорошую видимость в рабочей зоне, над столом монтируют подсветку.

В следующей таблице представлена информация о том, сколько стоит ручной фрезерный станок по дереву на отечественном рынке.
| Бренд/модель, фото | Мощ- ность, Вт | Макси- мальная скорость вращения шпинделя об/ мин | Цена, руб. | Примечания |
|---|---|---|---|---|
 PROMA/ SF-40 | 1500 | 24000 | 17500-18900 | Предназначен для создания пазов, фальцевания, фрезерования. |
 Энкор/ Корвет-82 | 1500 | 2400 | 14200-15900 | Отличительные элементы конструкции: упор углового типа со шкалой, упрощающей обработку под определенным углом; боковые подставки для поддержания крупных заготовок. |
 Proxxon/ МТ 400 | 100 | 25000 | 14200-15700 | Компактная легкая модель с маломощным двигателем. Предназначена для обработки небольших заготовок из древесины мягких пород. |
 PROMA/ TFS-120 | 5500 | 9000 | 175000-183000 | Оборудование профессионального уровня. Подключается к трехфазной сети 380 V. Пригодно для оснащения специализированных деревообрабатывающих предприятий. |
 X-CUT/ XC-3040 | 800 | 24000 | 188000-196000 | Компактный станок с числовым программным управлением (ЧПУ). Для удобства управления оснащен выносным пультом. Загрузка новых программ с компьютера допустима с применением «флешки». |

Целесообразность реализации проекта фрезерного станка с ЧПУ своими руками
Применение программного управления позволяет с высокой точностью создавать крупные серии деталей, выполнять уникальную и особо тщательную обработку. Для начала нового технологического процесса – достаточно загрузить новую программу и нажать копку «Пуск». Простое и сложное задание будет выполнено станком фрезеровочным по дереву автоматически, без вмешательства и контроля со стороны пользователя. Эта методика исключает ошибки оператора, обеспечивает высочайшее качество.
Преимущества оборудования этого класса очевидны. Остается выяснить, возможно ли создать станок ЧПУ по дереву своими руками. Ниже отмечены особенности оборудования данного класса:
- Придется обеспечить возможность перемещения фрезы по горизонтали во всех направлениях. Для этого понадобится не только соответствующая конструкция креплений, но и дополнительные электромоторы.
- Точное позиционирование инструмента обеспечивают с помощью датчиков, шаговых двигателей.
- Понадобится программное обеспечение, которое будет управлять движением фрезы, выполнять контрольные функции.

Важно! Даже при наличии подробного описания и чертежей фрезерный станок с ЧПУ по дереву своими руками будет сделать очень сложно.
Как самостоятельно сделать фрезы для станков по дереву
Для создания тих изделий понадобятся заготовки из прочной, устойчивой к высокой температуре и сильным механическим воздействиям инструментальной стали. Подойдут испорченные сверла, арматура, прутки. Необходимую форму можно создать с помощью алмазного диска, который установлен в точильном станке. Заточку кромки выполняют под углом от 7 до 10 градусов. Слишком узкая рабочая часть быстро будет испорчена даже при обработке мягкой древесины.

Чертежи и рекомендации для создания рейсмусового станка своими руками
Качественное воспроизведение этого вида обработки требует применения значительных усилий. Потому рекомендуется использовать трехфазный электродвигатель мощностью от 5 кВт и более с максимальной скоростью вращения ротора от 4,5 тыс. об/ мин.

Вал (1) с одним или несколькими ножами вращается с помощью электродвигателя (4), двух шкивов и ремня. Для прижима и перемещения заготовки здесь установлены ролики (2, 3) и ручной привод с цепным механизмом. Конструкция собрана на прочной раме из стальных уголков.
С учетом личных предпочтений не сложно подготовить чертежи рейсмуса своими руками. Для коррекции технических характеристик учитывают объем будущих работ, параметры заготовок, размеры помещения.
Изготовление функционального рейсмуса из электрорубанка своими руками
Быстро и недорого можно сделать станок на основе стандартного инструмента с электрическим приводом.

На снимке видно, что электроинструмент закрепляют над заготовкой в специальной раме. Обеспечивают возможность перемещения его в продольном и поперечном направлении со строгим сохранением между ними угла 90°. Современный рубанок оснащают специальным выводом для подключения пылесоса. Поэтому не возникнет проблем с удалением отходов.
Технология создания шлифовального станка по дереву своими руками
Это оборудование выполняет свои функции с применением жестких валов и гибких полотен с нанесенным на поверхность абразивом, щеток и других специальных инструментов.




Для изготовления техники бытового уровня рекомендуется выбрать относительно простую . Ее можно создать самостоятельно после определения необходимой длины с учетом точного расположения поддерживающих роликов. Применяют следующий алгоритм:
- Ширину ленты устанавливают от 15 до 25 см.
- Из подходящего по зернистости полотна наждачной бумаги нарезают полосы.
- Их наклеивают на гибкую основу из плотного материала встык, без больших швов.
- Предотвращают соскальзывание ленты с помощью увеличения диаметра опорных роликов в центральной части на несколько миллиметров. Также пригодится установка на них слоя из резины.
Статья
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать - механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
 Элементы изготовленные методом холодной ковки
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений. Станок “улитка”
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице. Схема станка
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.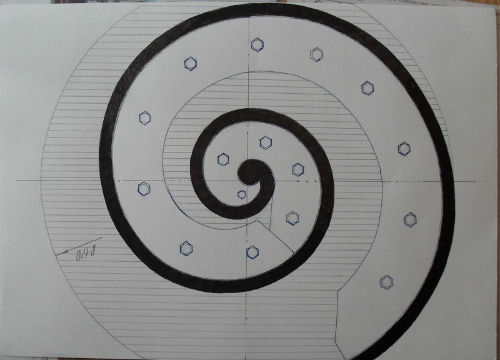 Чертёж сегментов “улитки”
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами. “Улитка” из полос металла
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали. Модули “улитки”
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы. Станок торсионный
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля. Виды станков
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме. Простая модель торсионного станка
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг. Станок “гнутик”
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки. Компьютерная модель станка
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок - управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка. Станок “волна”
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок - пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки. Прокатный пресс
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать - валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка - детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты - такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе. Соединения деталей с помощью сварки
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Глядя на заборы, ворота и калитки, как на рис., при домах явно не элитного класса, человек, имеющий некоторое представление об оборудовании кузницы и характере работы там, может подумать: откуда у них денег столько? У более сведущего в кузнечном ремесле такого вопроса не возникнет: эти красоты, равно как и металлический декор мебели, легких садовых строений, качелей, скамеек и т.д., созданы способом холодной ковки.


Цены на холодную художественную ковку доступны, потому что производственные расходы и начальные затраты на оборудование невелики, а производительность труда неплоха для кустарных условий. Следовательно, ИП-кузнец, специализирующийся на художественной холодной ковке, может рассчитывать на достаточно быстрый старт и хорошую рентабельность. Возможно, кто-то из владельцев образцов на рис. сделал свой себе самостоятельно: холодная ковка своими руками выполнима в гараже или сарае без опыта, а кованые детали для мелких предметов мебели, балясин, мангалов и всякой разной прочей металлической утвари, (см. напр. рис. справа), можно делать даже в домашних условиях.
Основа «холодной кузни» – станок для холодной ковки. Для полного производственного цикла, способного удовлетворить любые мыслимые фантазии свои или заказчика, станков потребуется 5-7 видов, 3-5 основных из которых можно сделать своими руками. Однако вначале, прежде чем тратиться на станок или материалы для него, весьма желательно освоить начала кузнечного дела. Поэтому далее будут рассмотрены также некоторые приемы изготовления деталей художественной ковки без станка и оснастка для них, которую можно быстро изготовить из подручных материалов.
Штамповка, ковка и гибка

Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
Наклёпывание стали осуществляется механическим молотом. Сделать его своими руками можно, и даже проще, чем некоторые виды станков для холодной художественной ковки. Но данная публикация посвящена именно последнему предмету, а холодная художественная ковка это по сути гибка (гнутьё) металла: его структура в детали существенных изменений не претерпевает, а изменение физико-механических свойств металла для качества конечной продукции не существенно. Поэтому холодную ковку, которая ковка, оставим до подходящего случая, а займемся ковкой, которая гнутье. Для краткости назовем ее просто художественной ковкой, а где потребуется упомянуть о ковке горячей, там это будет оговорено особо.
Станки и оснастка для холодной ковки
Основное оборудование для художественной ковки своими руками представляет собой станки и приспособления нескольких типов с ручными приводом. Электропривод применяется нечасто, т.к. обусловленный им прирост производительности не всегда равноценен сложности изготовления и затратам на электричество. Впрочем, об электроприводе для домашних ковочных станков мы еще вспомним, пока займемся «ручниками». Практически все элементы изделий на рис. в начале можно сделать на станках следующих типов:

- Твистеры (закручиватели), поз. 1 на рис. – формируют плоские спирали и др. завитки с узкой сердцевиной (ядром).
- Торсионные станки, поз. 2 – позволяют получать винтовую крутку прутка и элементы из объемных спиралей, т. наз. филаменты: корзинки, фонари, луковицы.
- Инерционно-штамповочные станки, поз. 3 – на них концы прутьев расплескивают в фасонные наконечники (поз. 1 на рис. ниже), штампуют декоративные хомуты для соединения деталей узора (поз. 2 на том же рис.), выдавливают мелкую волну и рельеф на длинномерных деталях.

- Гибочные станки бывают нажимными, протяжными и комбинированными, поз. 4 . Первые позволяют получать только волны и зигзаги; протяжные – кольца, завитки и спирали с широкими ядрами, а последние все эти виды изделий.
Примечание: в технической литературе, особенно англоязычной, все станки, формирующие детали методом кручения или навивки, часто называют твистерами. Изначально твистер это станок для навивки пружин. Но применительно к художественной ковке правильнее будет твистерами считать станки для навивки, а крутильные – торсионными.
Что такое гнутики?

В техническом просторечии гибочные станки называют гнутиками. Однако в любительской и частной металлообработке наименование «гнутик» утвердилось за настольным приспособлением для получения волн и зигзагов, см. рис. справа. Меняя в гнутике ролик или клин, можно в некоторых пределах варьировать шаг и высоту волны или угол зигзага.
Гнутик для прутьев/труб до 12-16 мм стоит сравнительно недорого, но сделать его самому дома сложно: нужна точная обработка спецсталей. Попробуйте-ка обычной электродрелью обычным сверлом по металлу просверлить обычный рожковый гаечный ключ. А в гнутике рабочие нагрузки много выше, чем на его губках. Поэтому гнутик лучше купить, он и помимо ковки на хозяйстве пригодится для изготовления элементов сварных металлоконструкций, как трубогиб для мелких толстостенных прочных труб и в др. случаях.
Твистеры
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.

Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
Улитки
Станок-твистер – улитка наиболее популярен среди занимающихся художественной ковкой: его возможности сравнительно с простотой конструкции, доступностью для изготовления своими руками и удобством работы поразительны. Собственно, станок-улитка это немного механизированный и усовершенствованный гибочный рычаг, но такое «немного» сделало возможной работу на нем начинающим. Станки-улитки делятся, в свою очередь, на станки с воротом и поворотным лемехом и рычажные с неподвижно закрепленным шаблоном и обводным роликом.
Улитка с лемехом
Устройство гибочной улитки с лемехом показано на схеме ниже; там же описана и технология работы с таким станком.

Преимущества гибочного станка-твистера данного типа следующие:
- Работать на улитке с поворотным лемехом и воротом можно в необорудованном помещении: вертикальная компонента рабочей нагрузки пренебрежимо мала, а ее горизонтальные составляющие передаются на опору частично.
- Вследствие пред. пункта опорная конструкция может быть достаточно простой и легкой, сварной из обычных стальных профилей.
- Рабочий процесс осуществим в одиночку: поворачивая ворот одной рукой, другой поджимаем пруток или полосу к лемеху-шаблону. По мере гибки его звенья сами встанут на места.
- Холодным способом на улитке с поворотным лемехом можно вить спирали до 5 витков.
Чертежи станка-улитки для художественной ковки со спецификацией деталей даны на рис. О размерах звеньев (сегментов) раскладного лемеха поговорим далее, а пока обратите внимание на марки сталей: на лемех приходятся большие нагрузки. Если сделать его из обычной конструкционной стали, шаблон поведет на середине калитки или секции забора.

Примечание: более подробные чертежи станка-улитки сходной конструкции с описанием и деталировкой см. по ссылке: //dwg.ucoz.net/publ/osnastka/instrument_dlja_kholodnoj_kovki/5. Там же вы найдете чертежи самодельного гнутика и приспособления для гибки колец.
Материал для складного поворотного лемеха, как и сложность его изготовления– не единственные слабые места станка-улитки с воротом. Еще серьезнее проблема сочленения звеньев лемеха (показаны красными стрелками на рис. справа). Сочленения сегментов лемеха должны:

Выполнить все эти условия вместе сложно и в хорошо налаженном и оборудованном промышленном производстве, поэтому ресурсы складных шаблонов для холодной ковки в общем много меньше, чем позволил бы их материал сам по себе. Плохое использование свойств материала – серьезный недостаток. Кроме того, по тем же причинам другое слабое место станка-улитки с воротом – эксцентриковый зажим детали. Поэтому у начинающих кузнецов-самодельщиков успешнее работают самодельные станки-улитки для художественной ковки, выполненные по рычажной схеме.
Улитка с рычагом
Рычажная улитка для холодной ковки устроена аналогично всем известному . Самодельный станок-улитка рычажного типа с неподвижным шаблоном по производительности существенно уступает улитке с воротом. Рабочая нагрузка в нем полнее передается на основание, поэтому необходима прочная станина из спецстали или толстой плиты из стали обычной, надежно закрепленная на опорной поверхности. Как следствие, требуется помещение под мастерскую или производственная площадь на открытом воздухе. Работа на рычажной улитке продвигается медленно: провернув рычаг до заклинивания, нужно передвигать прижимной ролик. Завить на рычажной улитке возможно до 3-4 витков. Тем не менее, преимущества рычажного станка-улитки для домашних мастеров существенны, особенно при работе для себя:
- Все детали, кроме прижимного ролика, могут быть выполнены из обычной стали.
- В качестве прижимного ролика возможно использовать типовой роликовый подшипник.
- Использование свойств материала деталей практически полное: шаблон и станина из обычной стали выдерживают более 1000 рабочих циклов.
- Гнуть можно как по шаблону (поз. 1 на рис. ниже), так и по проставкам, поз. 2 там же.


Кроме того, рычажный станок-улитка позволяет использовать технологический прием, считающийся прерогативой промышленных станков-твистеров: шаблон смещают вбок, а в центре ставят проставку, поз. 3 на рис. Таким образом получается мелкий обратный изгиб в ядре завитка. Деталь выглядит эффектнее и, при работе на продажу, изделие ценится дороже.

Есть у рычажной улитки еще один довольно жирненький плюсик: на таком станке можно гнуть плоские завитки с маленьким ядром из полосы, уложенной плашмя. Улитка с воротом и поворотным лемехом тут пасует полностью: заготовка пойдет вертикальной волной. Широкие завитки и кольца из полосы плашмя можно гнуть на протяжном гибочном станке с валками, в которых проточены канавки, см. рис. справа. Но скорость протяжки, чтобы заготовку не повело, для этого нужна значительная, так что узкой сердцевинки завитка не получится.
На рычажном станке-улитке эта проблема решается установкой прижимного ролика высотой в толщину полосы и с ребордой (закраиной), как у железнодорожного колеса, только шире. Гибка таким методом отнимает много времени: рычаг нужно подавать по чуть-чуть, иначе внутренний край заготовки сморщится; от этого реборда не спасает. Но получить иным способом завиток из полосы плашмя с узким ядром в кустарном производстве невозможно.
В общем, на старте кузнечно-художественной деятельности или делая кованые забор, ворота, калитку, скамейку, качели, беседку и пр. обустройство сада для себя, лучше все же воспользоваться рычажным станком-улиткой для холодной ковки. Тем более, что сделать его можно из подручных материалов без точных и подробных чертежей, см. напр. следующее видео.
Видео: станок для художественной ковки своими руками просто
Как построить завиток?
Эскизов завитков для художественной ковки в интернете достаточно, но при попытках подогнать их размеры к требуемым для себя нередко оказывается, что изделие зрелищно проигрывает из-за вроде бы незначительного нарушения пропорций. Поэтому желательно также уметь строить ковочные шаблоны завитков, заведомо обладающие эстетическими достоинствами.
Шаблоны для холодной ковки художественных завитков – волют – строятся на основе математических спиралей. Чаще всего используется логарифмическая спираль; это одна из широко распространенных естественных форм, выражающая фундаментальные законы природы. Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.

Принцип построения логарифмической спирали по точкам заключается в том, что при повороте образующего ее радиуса, начиная с некоего начального R0, на фиксированный угол φ, его длина умножается на показатель расхождения спирали p. Для волют p берут, как правило, не более 1,2, т.к. логарифмическая спираль расходится (раскручивается) очень быстро; на поз. В рис. для примера показана логарифмическая спираль с p = 1,25. Чтобы попроще построить спираль по точкам с достаточной для кузнечных работ точностью, принимают φ = 45 градусов.
В случае, когда требуется более плотная арифметическая спираль, при повороте образующего ее радиуса на те же 45 градусов к предыдущему радиусу прибавляется 1/8 шага спирали S, поз. Б. В том и другом случае R0 берут равным или большим поперечника d заготовки равномерного сечения, поз А. Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Осталось определиться, как уложить зрительно гармоничную спираль с заданный для нее размер проема a. Чтобы решить эту задачу аналитически, т.е. по формулам с любой заданной наперед точностью, придется решать уравнения кубические и высших степеней. Компьютерных программ для численного технического расчета волют в интернете что-то не обнаруживается, поэтому воспользуемся приближенным методом, позволяющим обойтись одним рабочим и, возможно, одним проверочным графическим построением. В его основе лежит предположение, что при небольших р суммы R2+R6 и R4+R8 сильно не различаются. Пошаговый алгоритм построения волюты для ковочного шаблона отсюда следует такой:
- исходя из наличного материала определяем R0;
- количество витков волюты w берем по принципу: как бог положит на душу левой задней лапы любимого кота;
- пользуясь данными таблицы на рис., рассчитываем поперечник волюты b такой, чтобы он был немного меньше ширины проема под нее a, см. поз. Г;
- рассчитываем рабочий начальный радиус R по формуле на поз. Г;
- строим по точкам профиль волюты в масштабе;
- при необходимости точно подгоняем R по той же формуле и строим профиль рабочего шаблона окончательно.
Примечание: если по таблице будете рассчитывать промежуточные значения, не забудьте – их нужно брать в геометрической пропорции !
Торсионы

Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке. Труба должна быть короче заготовки и по внутри примерно в 1,5 раза шире ее наибольшего поперечника, т.к. заготовка при скручивании стягивается и раздается вширь.
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера; профтруба будет видимо деформироваться. На опорной поверхности станину нужно надежно закрепить с помощью приваренных к ее концам лап из того же профиля, поз. 1 на рис.

Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.
Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку. Получится нечто вроде того, что на врезке в поз. 1 и 2. Кузнецы называют такие казусы словом общеизвестным, но в литературной речи не употребляемым. Ветви филамента при скрутке его в простом торсионном станке нужно разводить вширь ручным инструментом, что сложно и не обеспечивает должного качества работы.
Красивые филаменты (поз. 3) скручиваются на торсионных станках с закрепляемой задней бабкой и винтовой подачей шпинделя, поз. 4. А теперь вернемся ненадолго к рис. с видами станков в начале, к поз. 2 на нем. Видите штуковину, обозначенную зеленым восклицательным знаком? Это сменный шпиндель. В комплекте их 2: гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Об электроприводе торсиона

Работа на торсионном станке с ручным приводом шпинделя утомительна. Но главное – стабильного качества изделий такого, как на поз. 3 рис. с торсионными станками, добиться еще труднее. Причина – руками сложно создать равномерный по кругу вращательный момент, как и любым другим рычажным приводом. Поэтому торсионный станок для холодной ковки как раз тот случай, когда применение электропривода оправдано несмотря ни на что. Лучший вариант из подручных материалов – полуось ведущего моста заднеприводного автомобиля с зубчатой парой от дифференциала оттуда же, см. рис. справа; не забудьте только о защитном кожухе! Мотор – на 1,5-3 кВт и не более чем на 900 об/мин. Возможны и другие варианты конструкции, см. напр. ролик:
Видео: самодельный электрический станок для холодной ковки
Спираль как спираль

В некоторых случаях как элемент художественной ковки используются обычные ровные прямые восходящие спирали. Сделать для этого пружинный станок-твистер своими силами абсолютно нереально. Но вспомним: спирали в кованом узоре пружинить ни к чему и ее можно навить из обычной пластичной стали с помощью простого приспособления (см. рис. справа). Шаг (восхождение) спирали определяется рогом ворота (залит красным); отгибая рог вверх-вниз, можно получать спирали пореже и погуще. Квадратный пруток берется на заготовку или круглый, безразлично. Можно также вить спирали из закрученного на торсионе прутка.
Волна и зигзаг
Теперь у нас на очереди инструмент и оснастка для волновой и загзагообразной гибки длинномерных заготовок. Упомянутые вначале гнутик и протяжно-нажимной гибочный станок своими руками не воспроизводимы. Кроме того, первый позволяет настраивать шаг и профиль в относительно небольших пределах, а второй дорог. Однако универсальный волногибочный станок все-таки можно сделать своими руками по образцу того, что слева на рис. Заказать придется только вальцы, они должны быть из хромоникелевой или инструментальной стали; остальное – из простой конструкционной, на скобы и дугу нужен лист (полоса) от 8 мм. В дуге устанавливаются ограничители, позволяющие точно выдерживать профиль волны, но рабочие нагрузки на нее передаются в значительной степени; собственно, дуга обеспечивает поперечную жесткость конструкции.

Гнуть только плавные, но весьма разнообразные, волны можно, добавив к станку-улитке с поворотным лемехом ворот для волн, справа на рис. Рукояти используются прежние, т.к. они вворачиваются в резьбовые гнезда на головке ворота. Коренной (центральный) ролик желательно делать отдельным и крепить к станине болтами с головками впотай. В таком случае, ставя ролики разного диаметра (диаметров), возможно формировать волны переменного и несимметричного профиля. А если обводной ролик выполнить переставным (для чего в его водиле проверливается ряд отверстий), то можно в довольно широких пределах менять и шаг волны.
О соединении элементов и покраске
Кованые детали нужно собрать в единую композицию. Простейший способ – сварка и последующее заглаживание швов болгаркой с зачистным кругом: он толще отрезного (6,5 мм) и выдерживает изгибающие усилия. Но гораздо эффектнее смотрятся соединения фасонными хомутами, их штампуют из полосы от 1,5 мм на инерционном штампе; можно также достаточно быстро и без опыта отковать по-горячему, см. ниже. Заготовку хомута делают в виде П-образной скобы на оправке в размер соединяемых деталей и загибают ее крылья с тыла на месте большим слесарным молотком или кувалдой 1,5-2 кг по-холодному. Красят готовое изделие, как правило, кузнечными эмалями или акриловыми красками по металлу. Эмали с пигментом из кузнечной патины дороже, но лучше: высохшие, они цвета благородного несколько под старину, не отслаиваются, не выгорают, износо- и термостойки
Как обойти камень
Т.е. камень преткновения во всем вышеописанном: фасонные наконечники прутьев; без них забор не забор, ворота не ворота и калитка не калитка. Инерционный штамповочный пресс (поз. 3 на рис. с видами станков) дорог, но эффективен. Он работает по принципу маховика: вначале, плавно вращая коромысло (штангу с грузами), отводят винтовой боек назад до упора. Затем вкладываютт в гнездо сменный штамп, ставят заготовку. Далее быстро раскручивают коромысло в обратную сторону (это момент травмоопасный!) и оставляют его свободно вращаться – пошел рабочий ход. В конце него боек очень сильно бьет по хвостовику штампа; за счет инерции грузов развивается усилие, достаточное для штамповки.

Нагрузки, особенно ударные, в инерционном штамповочном станке велики, приходятся на малые площади, а точность изготовления его деталей нужна высокая, поэтому делать его своими силами лучше и не пытаться. Самостоятельно возможно сделать ручной прокатный стан, см. рис. справа, но лишь частично: валки из спецстали, валы и подшипниковые втулки придется заказывать, а шестерни покупать или искать б/у. Получать же на таком стане можно только наконечники гусиная лапка и лист (копье), причем по их шейкам сразу будет видно, что это машинная работа.
Между тем такие же, и некоторые другие, наконечники прутьев можно отковать горячим способом, не будучи опытным кузнецом. Хороший, явно ручной работы наконечник-лист куется просто кувалдой и молотком, а ковочный штамп (штемпель) для лапок делается из негодного напильника, в котором болгаркой выбираются канавки. Кузня для этого нужна? Для эпизодической мелкой работы совсем не обязательно; главное – разогреть металл. Пропановая горелка не годится, нагрев должен быть равномерным со всех сторон и без пережога. Итак, приходим к выводу, что холодная и горячая ковка не исключают друг друга: чтобы с помощью простых станков для холодной ковки или вовсе подручными средствами получать качественные изделия, очень даже не помешает вдобавок к ним небольшой кузнечный горн из подручных материалов.
Сделать листогибочный станок своими руками несложно, но пока немногие домашние мастера и специалисты, использующие гнутые изделия из листовой стали в своей деятельности, занимаются изготовлением такого оборудования для собственных нужд. Между тем подобное устройство, обладающее достаточно высокой надежностью и простотой в эксплуатации, поможет хорошо сэкономить.
Один из самых доступных листогибов - отечественный ЛГС-26, цена около 38 тысяч рублей. Мы сделаем дешевле и оптимизируем под свои нужды
Особенно изготовление и использование листогибочного станка актуально для тех, кому выполнять технологические операции по гибке листового материала надо не ежедневно и в больших объемах, а периодически.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.

Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.

Вариант исполнения самодельного листогибочного пресса, работающего в паре со . Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:

Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.

- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:

Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Конструкцию такого листогибочного станка, сделанного в домашних условиях, можно еще дополнительно усовершенствовать, что сделает его более эффективным и универсальным.

Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.

Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Дополнительный 60-й уголок, приваренный к задней полке основного прижимного уголка, будет сдерживать его от выгибания вверх. На чертеже №2 более детально это показано на дополнительном рисунке вверху слева.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Конструкция в сборе
После сборки усовершенствованное приспособление для получения металлопрофиля выглядит следующим образом:

- укрепленная опорная балка;
- маховик – резьбовой элемент;
- балка, обеспечивающая прижим заготовки;
- струбцина для крепления устройства к рабочему столу;
- траверса, с помощью которой, собственно, и можно согнуть обрабатываемую заготовку.
На чертежах указаны прижимные маховики, которые на практике мало у кого найдутся. Чаще используют обычные винты с приваренными воротками. После приварки воротков необходимо обязательно прогнать резьбу на них, так как сварка может повлиять на нее крайне отрицательно.
Чертежи еще одного варианта листогиба
Подробные чертежи очень схожего по конструкции листогиба, но отличающегося креплением траверсы. На схемах приведены размеры, которые, конечно же, можно менять в зависимости от предполагаемой эксплуатации станка.

Опорная балка
Чертеж опорной балки
Торец траверсы
Чертеж траверсы
Прижимная балка
Чертеж прижимной балки
Общий вид в сборе
Крепление прижима
Что такое зиг-машина и как ее сделать
Зиг-машина (или зиговочное приспособление) позволяет согнуть на изделиях из листового металла бортики жесткости, которые и называются зигами. Такие машины относятся к категории специального оборудования и могут быть выполнены с электрическим или ручным приводом. Ручные зиг-машины, также закрепляемые при помощи струбцины, могут иметь достаточно компактные размеры и переносятся в обычной сумке для рабочих инструментов.

Такие приспособления позволяют за один проход сделать качественную отбортовку не только на круглых изделиях (тех же обечайках металлических емкостей), но и на прямолинейных металлических листах. Эти устройства являются просто незаменимыми при изготовлении отдельных частей кровельных конструкций.

Рабочими элементами зиг-машины выступают вальцы-ролики, а ее использование позволяет значительно сэкономить на приобретении элементов кровельной конструкции, произведенных в заводских условиях. Если посмотреть видео, в котором показана работа такого устройства, становится понятно, что пользоваться им можно даже по месту непосредственного монтажа кровельной конструкции.
Чтобы правильно выбрать приспособление для изготовления гнутых элементов из листового металла, можно придерживаться следующих рекомендаций.
- Для домашнего мастера, который испытывает потребность в листогибочном станке периодически, вполне подойдет простейшее устройство, изготовленное из подручных средств.
- Тем, кто время от времени занимается выполнением заказов на монтаж кровли, понадобятся ручной станок для гибки листового металла и простейшая зиг-машина.
- Специалистам, которые на постоянной основе занимаются изготовлением элементов для кровельных конструкций и жестяными работами, необходимо заводское устройство для гнутья листового металла.
- Ручной пригодится тем, кто профессионально занимается изготовлением элементов кровельных конструкций. Оптимальным для таких специалистов является профессиональное оборудование, отличающееся более высокой надежностью и долговечностью.

Листогиб российского производства СКС-2в1, цена 64 тысячи рублей
Если в ваши планы все-таки входит активное использование самодельного листогиба для работы на более-менее большом потоке, то будьте готовы к тому, что в определенный момент ваше производство может остановиться из-за поломки. Так как используемая домашними мастерами сталь для производства листогибочных станков своими руками, скорее всего, не выдержит высокой нагрузкой, быстро устанет и просто поплывет.
А вот для бытового, не особо нагруженного применения домашний листогиб станет отличным помощником и позволит сэкономить немалые деньги. Нужно учитывать этот момент и не ждать от простого самодельного станка чудес выносливости и производительности.
Перед изготовлением листогибочного станка своими руками можно не только изучить многочисленные чертежи подобных устройств, размещенные в Интернете, но и посмотреть обучающее видео. Возможно, кому-то размер описанного листогиба покажется слишком маленьким, тогда можно рассмотреть вариант самодельного листогиба более крупного формата. Разумеется, это уже не мобильный станок, он подойдет для небольшого частного цеха:
Преимущества самодельного листогиба
Изготовлением листогибочного станка своими руками или же приобретением ручного проходного листогиба часто интересуются те, кто хочет прилично сэкономить на покупке профнастила серийного производства. Несложная теоретическая арифметика показывает: если самостоятельно гнуть с помощью такого приспособления профнастил, то стоимость последнего будет на 40% ниже по сравнению со стоимостью заводских изделий. Но не все так просто.

Если приобретать заводской проходной станок для профнастила ручного типа с прицелом на небольшое собственное производство, то он обойдется примерно в 60 тысяч рублей. Между тем такой ручной листогибочный станок не гарантирует стабильного качества получаемого с его помощью профнастила. Проблема в том, что прокатка в один проход с большой долей вероятности будет приводить к появлению перетянутых углов, от которых впоследствии могут пойти трещины. А прокатывать один лист многократно, постепенно меняя степень прижима, слишком долго, трудоемко и в итоге нерентабельно. Но зато более простые детали из листовой стали изготавливать в его помощью вполне удобно.
За полноценную прокатную линию китайского производства для профнастила придется отдать порядка 20 000 долларов. Разумеется, она потребляет достаточно много электроэнергии (от 12 кВт) и для ее установки необходимо помещение большой площади, что явно не вписывается в планы и бюджет большинства домашних мастеров.

Самое главное, что следует учитывать при приобретении листогибочного станка, – это возможность его быстрой окупаемости. Добиться этого мастеру, который применяет такое приспособление в частном порядке, достаточно сложно. В этом случае целесообразнее использовать самодельный листогиб, который пригоден для изготовления гнутых листовых изделий любого типа. С помощью такого оборудования можно гнуть как листы с типовыми размерами, так и нестандартную продукцию, которая очень востребована при проведении кровельных работ, а также многих других.
Как устроен листогибочный станок
Прежде чем задаваться вопросом о том, как сделать листогиб, следует разобраться в особенностях конструкции такого оборудования. В первую очередь, такие устройства отличаются типом своего привода. Так, различают приспособления с механическим, электрическим, гидравлическим и ручным приводом.
В листогибочных станках с механическим приводом может использоваться маховик с фрикционом и кривошипом или система блоков, рычагов и тросов с падающим грузом. Такие устройства, отличающиеся ударным импульсом в начале рабочего хода, который затем постепенно ослабевает, далеки от идеала в плане качества результата из-за механики своей работы и применяются все реже.

КПД оборудования для гибки листового металла, на котором установлен электрический привод, заметно падает при увеличении нагрузки в виде уменьшения размера заготовки или же увеличения ее прочности. Если попытаться согнуть на таком листогибочном станке заготовку из жесткого металла (например, из нержавейки), можно столкнуться с тем, что ротор электродвигателя начнет проскальзывать, снижая крутящий момент и увеличивая потребление электроэнергии.
Точно подстраивать развиваемое усилие под сопротивление обрабатываемой заготовки позволяет оборудование с гидравлическим приводом, но оно и стоит недешево. Обычный гидравлический домкрат, который тоже можно использовать в качестве привода для гнутья листового металла, не обеспечивает равномерного распределения усилия от него по всей длине сгиба.
Если резюмировать все вышесказанное, получается, что ручной листогиб является оптимальным вариантом для домашних мастеров. Изготовить его можно в различном конструктивном исполнении.(голосов: 5 , средняя оценка: 5,00 из 5)
Приятно посмотреть, когда человек сделал всю и другие предметы быта собственными руками. Чтобы упростить процесс резки металла или выпилки элементов из дерева, сооружают самодельные станки и приспособления для домашней мастерской. Такое решение экономит не только время на изготовление изделий, но и деньги на покупку готового . Несколько практичных и интересных вариантов рассмотрим ниже.
Станок для гибки труб своими руками
Читайте в статье
Как использовать самодельные станки и приспособления для домашней мастерской
Применение самодельных станков и приспособлений для домашней мастерской направлено на решение нескольких задач:
- Упрощение процесса обработки металла. В ходе создания предметов быта нередко требуется резчик по металлу или пресс.
- Усовершенствование обработки древесины. Даже чтобы построить небольшой сарай или сделать деревянную , необходима и другие .

Покупать готовый инструмент довольно дорого, поэтому использование самодельных станков и приспособлений для гаража становится с каждым днем все актуальнее. Среди самых распространенных вариантов домашнего инструмента выделяют:
- столярный верстак;
- приспособление для быстрой заточки ножей;
- устройство для заточки металлических сверл;
- сверлильные станки;
- пресс;
- отрезные дисковые станки.

Вот несколько фото инструментов и приспособлений своими руками от «самоделкинов»:
1 из 4
Практичные полки для инструментов своими руками
Перед созданием устройств и своими руками определите место хранения всех приспособлений, чтобы потом не искать по всей мастерской или , где что лежит. Сделать полочку под инструменты своими руками несложно, главное, определиться с ее габаритами и материалом изготовления.

Самый простой способ сделать полки – собрать их из дерева. Не забывайте о необходимости покрывать готовую конструкцию защитным лаком или , чтобы не допустить гниения и разбухания древесины.

Можно сотворить комбинированный вариант из металлической опоры и деревянных полок. Вот подробная инструкция по созданию такой самодельной модели:
| Изображение | Последовательность действий |
 | Собираете каркас. Для этого приготовьте две боковые рамы, состоящие из 4-ех уголков. Соединяете элементы при помощи . Затем, стягиваете 2 рамы между собой, используя 4 уголка. |
 | Когда каркас полностью собран, переходите к изготовлению полочек. Их можно сделать из дерева или металла, а также из других подручных плотных материалов. Достаточно вырезать полотна подходящего размера и закрепить их на металлическую основу. |
 | При желании можно сделать стеллаж подвижным, закрепив четыре небольших колесика. Или прочно установить его в отведенное место в гараже. |
Можно найти другие интересные проекты и чертежи по изготовлению полочек для инструментов. Посмотрите видеоматериал по теме:
А также сделать своими руками полезные приспособления для домашнего хозяйства:
1 из 4
Делаем столярный верстак своими руками по чертежам: видео-инструкция и фото-примеры
Среди распространенных приспособлений своими руками выделяют верстак. Прочный и габаритный , позволяющий надежно закрепить заготовку, полезен для качественной резки древесины и создания из нее различных элементов.

В комплектацию устройства входят:
- Рабочая поверхность. Для нее используют твердую , чтобы увеличить срок эксплуатации приспособления. Толщина должна быть не менее 6 см.
- Опоры. Собирают из деревянных балок или металлических пластин. Главная задача – обеспечить устойчивость всему механизму.
- Тиски для закрепления изделия. Если стол будет длинным можно установить сразу двое тисков.
- Ящичек для инструментов. Полезное углубление или выдвижная конструкция, обеспечивающая быстрый доступ к необходимым небольшим деталям.

Чтобы самостоятельно собрать столярный верстак для своей мастерской, стоит выбрать чертеж, закупить материал для работы.
Чертежи столярного верстака своими руками
Перед покупкой материалов для сборки собственного верстака, стоит задуматься о подробном чертеже. В него должны входить размеры самого станка, желательно отметить габариты используемых материалов и их количество.
Например, готовый чертеж складного верстака своими руками может выглядеть так:

Какую бы модель для создания вы ни выбрали, учитывайте несколько особенностей рабочего стола, обеспечивающие удобство резки древесины:
- рост и длина рук мастера: от этих параметров зависит высота и ширина столешницы;
- какая рука рабочая: располагать тиски справа или слева;
- какие заготовки будут изготавливаться: выбор формы стола;
- какую площадь в помещении отводите для верстака.
Учитывая все эти параметры, вам будет легче определиться с чертежами столярного верстака и размерами станка. Вот несколько интересных примеров:




Инструкция по сборке деревянного верстака своими руками
Можно купить верстак деревянный в магазине или через интернет-каталоги, но дешевле сделать его самостоятельно. Возьмем за основу простой вариант с типовыми размерами столешницы: длина – 150-200 см, ширина 70-120 см.
Работа по изготовлению будет включать несколько этапов:
| Изображение | Что надо сделать |
 | Верхнюю крышку делаете из толстых , чтобы получился щит шириной от 70 до 200 см. Скрепляете элементы на длинные гвозди, причем вбивать их надо с внешней стороны, а с внутренней тщательно загибать. Рабочая поверхность верстака делается только из древесины или . |
 | Обшейте крышку по нижнему периметру брусом 5 на 5 см. Так будет удобнее крепить вертикальные опоры. От размера столешницы зависит расположение опор. Их лучше изготовить из толстого прямоугольного бруса минимум 120 на 120 мм. |
 | Установить столярный верстак надо правильно. Обязательно прочно его закрепите. Если он будет смонтирован на улице под навесом, то выкопайте ямки для опор. В помещении используйте другие способы крепежа. |
Когда конструкция собрана, установите на нее тиски. Чтобы полностью понять, как собрать столярный верстак своими руками, посмотрите видеоматериал:
Изготовление столярных тисков для верстака своими руками
Профессиональные «самоделкины» собирают не только столы для работы, но и тиски своими руками по чертежам. В любую конструкцию такого зажима будут входить несколько элементов:
- Опоры, где каждая приходится губкой для зажима.
- Двигающаяся зажимная губка.
- Направляющие из металла. По ним двигается губка.
- Ходовой винт, для перемещения элементов.
- Воротка. Необходима для вращения винта.
При изготовлении самодельных тисков своими руками можно использовать различные подручные материалы. Например, есть вариант конструкции из профильной трубы. Для этого приготовьте несколько отрезков трубы разного размера, стальную шпильку с крупной резьбой и гайки двойные.
Инструкция по созданию верстальных тисков из профильной трубы:
| Изображение | Что надо сделать |
 | Самая большая труба выступает в роли корпуса. К ней снизу припаиваются опоры. С тыльной стороны надевается фланец из стали 3-4 мм. В центре просверливается отверстие для ходовой гайки, а напротив передней опоры губка задняя. |
 | На внутреннюю подвижную деталь передний стальной фланец. В нем монтируется шпилька, с закрепленными на ней стопорными гайками. С двух сторон фланца надеваются упорные шайбы. Последний элемент – подвижная трубка, закрепленная на передней губке. |
А также посмотрите видео «тиски своими руками в домашних условиях»:
Чертежи слесарного верстака своими руками из металла
Слесарный металлический верстак больших отличий от столярного не имеет. В основе жесткий металлический, а не деревянный каркас. К нему крепятся тиски, а весь верстак рассчитан на выдерживание силы удара кувалдой.

Металлические верстаки своими руками могут иметь одну, две или три тумбы, а также не иметь полочек и ящичков для мелких деталей. По прочности для работы в гараже можно сделать обычный стол из металла толщиной до 5 мм и усиленную конструкцию, где применимы листы от 10 до 30 мм.
Вот несколько полезных чертежей для изготовления металлического верстака для своей мастерской:




Как сделать приспособление для заточки ножей своими руками: чертежи и фото-примеры
Без ножа на кухне не обходится ни один дом. Правильную без специальных приспособлений сделать довольно сложно: необходимо соблюсти нужный угол и добиться идеальной остроты лезвия.

Для каждого ножика необходимо соблюдать определенный угол заточки:
- Бритва и скальпель требуют угол в 10-15⁰.
- Ножик для нарезания хлебобулочных изделий – 15-20⁰.
- Классические многофункциональные ножи – 25-30⁰.
- На охоту и в поход берут прибор с углом лезвия от 25 до 30⁰.
- Если хотите нарезать твердые материалы, то сделайте заточку под углом в 30-40⁰.

Чтобы обеспечить нужный угол, стоит купить или сделать приспособление для заточки. Например, можно собрать точило своими руками.


Комментарий
Специалист по подбору инструмента «ВсеИнструменты.ру»
Задать вопрос«Если будете пользоваться заточкой не каждый день, то достаточно 1000 оборотов в минуту для качественного результата и длительного срока эксплуатации приспособления.»
Для сборки такого станка пригодится мотор от «стиралки» мощностью в 200 Вт. Полностью для создания точило из двигателя от приготовьте:
- сам мотор;
- металл для кожуха с толщиной от 2 до 2,5 мм;
- трубочка для фланца;
- камень для заточки;
- гайки;
- пусковой механизм;
- кабель для подключения к электросети;
- уголок из металла или из дерева для станины.
Пошаговое описание изготовления станка можете посмотреть в видеоматериале:
Существуют несложные заточные станки своими руками без двигателей. Например, можно сделать приспособление из брусков. Для этого приготовьте два абразивных бруска одинакового размера и камень для заточки.

Ход работы по созданию такого простого приспособления будет следующим:
- Отшлифуйте бруски из дерева наждачной бумагой, убрав заусенцы. Сделайте разметку в зависимости от нужного угла.

- К прочерченной линии прикрепите камень для придания лезвию остроты. Для этого приложите его к бруску и отметьте его ширину. Затем, на разметках сделайте пропилы, глубиной до 1,5 см.
- В полученные выемки закрепляете абразивные бруски, чтобы пазы совпадали. Потом, устанавливаете камень для заточки, закручивая его на болты.

Способов изготовления домашнего точила для ножей много. Вбирайте подходящий и пробуйте создать удобный и полезный инструмент для дома.
Как сделать приспособление для заточки сверла по металлу своими руками
Самостоятельно делают не только точило для лезвий, но и станок для заточки сверл по металлу. Вот несколько чертежей, полезных для работы:
 Готовый домашний станок
Готовый домашний станок 
Чтобы понять, как правильно по чертежам собрать собственный станок для заточки сверл, посмотрите видеоматериал по теме:
Вариант домашнего сверлильного станкаСамый простой и распространенный вариант такого оборудования для гаража – это переоборудованная дрель. Для работы понадобятся:
- станина для основания;
- механизм вращения;
- вертикальная стойка.
Для стойки обычно используют или доски. Масса дрели небольшая, поэтому нет необходимости использовать металл. При этом станину надо делать массивной, чтобы уменьшить вибрации в процессе работы устройства.

Чтобы правильно соединить станину и вертикальную стойку, а также собрать все оборудование в один целый станок, обратите внимание на видео-инструкцию:
Чертежи с размерами для сверлильного станка своими руками
Чтобы правильно сделать любой станок или практичное устройство для частного использования, вначале стоит сделать чертеж с размерами. Только потом приступать к подготовке материалов и сборке устройства.
Вот несколько примеров чертежей сверлильных станков из дрели своими руками:

Статья










К чему снятся цветы по соннику - "Сонник Ванги"
Необычная Масленица: Цветные блины и торт из блинов с зеленым чаем
После маммопластики — что нельзя когда увеличила грудь Больно ли удалять дренаж после маммопластики
Нафтизин: инструкция по применению Можно ли нафтизин ребенку
Краткий пересказ романа Чарльза Диккенса «Приключения Оливера Твиста Краткая информация приключения оливера твиста